-
- Tổng tiền thanh toán:
Những điều cần biết về tiêu chuẩn khe hở vòng bi C1, C2, CN, C3, C4 & C5
Tác giả: Nguyễn Lê Vi
Ngày đăng: 19/08/2022
Nội dung bài viết
Khe hở vòng bi là khoảng cách giữa vòng trong và vòng ngoài của vòng bi mà cho phép hai vòng này có thể dịch chuyển tương đối với nhau theo phương hướng kính hoặc theo phương dọc trục. Các tiêu chuẩn khe hở áp dụng cho vòng bi là C1, C2, CN, C3, C4, C5. Bài viết cung cấp bảng tra cứu C1–C5 đầy đủ, hướng dẫn chọn loại phù hợp theo ứng dụng và quy trình đo chuẩn 5 bước

Ảnh Những điều cần biết về tiêu chuẩn khe hở vòng bi C1, C2, CN, C3, C4 & C5
Khe hở vòng bi là gì?
Khái niệm
Theo tác giả tại NTN đã nhận định khái niệm của khe hở vòng bi được tóm tắt như sau:
Khe hở vòng bi (tiếng Anh: internal clearance hay bearing clearance) là khoảng cách giữa vòng trong và vòng ngoài của vòng bi, cho phép các bộ phận bên trong như lăn hoặc viên bi có thể dịch chuyển tương đối với nhau theo cả phương hướng kính (Radial Clearance) và phương dọc trục (Axial Clearance). Khe hở này giúp vòng bi hoạt động linh hoạt, giảm ma sát và đảm bảo sự bền bỉ trong quá trình vận hành.

Ảnh Biểu đồ so sánh khe hở vòng bi C1, C2, CN, C3 theo ISO 5753
Khe hở (clearance) vs. Dự ứng lực (preload): Khi nào dùng cái nào?
| Tiêu chí | Khe hở (C2 / CN / C3) | Dự ứng lực (Preload) |
|---|---|---|
| Trạng thái bi | Có khoảng hở giữa bi và rãnh | Bi bị nén sẵn vào rãnh |
| Độ cứng vững trục | Thấp hơn | Cao hơn - trục ít bị đảo |
| Độ chính xác định vị | Trung bình | Cao - loại bỏ axial play |
| Sinh nhiệt | Thấp hơn | Cao hơn - cần bôi trơn tốt |
| Tiếng ồn ở tốc độ thấp | Có thể có rung nhẹ | Thấp hơn, êm hơn |
| Tuổi thọ ở tốc độ cao | Tốt hơn | Giảm nếu preload quá lớn |
| Chịu nhiệt độ cao | Tốt - khe hở bù giãn nở | Kém- giãn nở nhiệt làm tăng preload → nguy cơ kẹt |
Dùng khe hở khi:
- Nhiệt độ vận hành cao (>70°C) hoặc dao động nhiệt lớn
- Tốc độ quay cao - động cơ điện, bơm, quạt công nghiệp
- Lắp ghép chặt vào trục/ vỏ làm thu hẹp khe hở sẵn
- Vòng bi bi cầu rãnh sâu trong ứng dụng phổ thông
Dùng dự ứng lực khi:
- Trục chính máy CNC, máy mài - cần loại bỏ hoàn toàn độ đảo
- Vòng bi tiếp xúc góc lắp đối (back-to-back hoặc face-to-face) - preload được tạo bằng vòng đệm hoặc đai ốc điều chỉnh
- Tốc độ thấp, tải trọng chiều thay đổi liên tục
Lưu ý thực tế: Với vòng bi bi cầu rãnh sâu (dòng 62xx, 63xx) - loại phổ biến nhất trong ngành - không thể điều chỉnh preload sau khi xuất xưởng. Preload chỉ áp dụng được cho vòng bi tiếp xúc góc, vòng bi côn hoặc vòng bi đũa trụ khi lắp thành cụm đối xứng. Chọn nhầm vòng bi rãnh sâu mà cố tạo preload bằng lắp ép quá chặt → vòng bi quá nhiệt và hỏng nhanh.
Vậy khe hở hướng kính và dọc trục đều có giá trị cụ thể theo tiêu chuẩn ISO 5753
Đã biết khe hở là gì, câu hỏi tiếp theo hợp lý là: tại sao nhà sản xuất lại cố tình chừa khoảng trống này thay vì lắp khít hoàn toàn để trục quay chính xác nhất?
Tại sao vòng bi cần có khe hở?
Khe hở vòng bi được thiết kế và sản xuất để có thể:
- Tạo điều kiện cho các con lăn trong vòng bi có thể tự do quay và dịch chuyển tương đối, giúp vòng bi hoạt động trơn tru và hiệu quả.
- Bù trừ sự giãn nở nhiệt khi vòng bi vận hành với nhiệt độ cao, tránh làm kẹt hoặc quá chặt gây hỏng hóc.
- Giúp phân phối lực tải đều và tối ưu trong quá trình vòng bi làm việc, nâng cao tuổi thọ.
- Đảm bảo độ cứng vững và khả năng chịu tải phù hợp trong các ứng dụng yêu cầu chính xác cao.
Hiểu được vai trò của khe hở là bước đầu - nhưng câu hỏi thực tế hơn với kỹ sư và bộ phận mua hàng là: khe hở bao nhiêu là đủ? Đó là lý do ISO 5753 phân chia thành 5 cấp chuẩn, từ C1 đến C5, mỗi cấp phù hợp với một dải điều kiện vận hành khác nhau.
Tiêu chuẩn khe hở vòng bi C1, C2, CN, C3, C4 & C5
Khe hở vòng bi ảnh hưởng trực tiếp đến độ ồn, tuổi thọ và khả năng chịu nhiệt của thiết bị. Theo ISO 5753, khe hở chia thành sáu nhóm - C1, C2, CN, C3, C4, C5 - sắp xếp từ chặt nhất đến lỏng nhất. Hiểu đúng từng nhóm giúp bạn chọn vòng bi phù hợp, tránh bó kẹt hay rơ lỏng khi vận hành.
C3 - Khe hở lớn hơn tiêu chuẩn (phổ biến thứ 2)
Nhóm "dư nhiệt". Rộng hơn CN để bù cho hai nguyên nhân làm giảm khe hở khi chạy: (1) lắp căng trên trục, (2) vòng trong nóng và giãn nở nhiều hơn vòng ngoài. Đây là lựa chọn an toàn khi không chắc về nhiệt. Rất phổ biến trong công nghiệp. Dùng cho: motor điện chạy liên tục, máy bơm nóng, quạt công nghiệp, giảm tốc tải trung bình, gối đỡ.

Ảnh ký hiệu C3 trên vòng
Ký hiệu C3 trên vòng bi có nghĩa là gì?
C3 là ký hiệu cấp khe hở hướng kính (radial internal clearance) lớn hơn tiêu chuẩn CN theo ISO 5753. Vòng bi C3 có khoảng cách giữa vòng trong và vòng ngoài rộng hơn CN khoảng 15-30%, tạo thêm không gian giãn nở nhiệt khi vận hành. Ví dụ: vòng bi 6205 cấp CN có Gr = 7-20 µm, cấp C3 có Gr = 18-33 µm. Ký hiệu xuất hiện cuối mã vòng bi: 6205-2RSC3.
C1 - Khe hở nhỏ nhất (đặc biệt)
Khe hở gần như bằng 0, nhỏ hơn cả C2. Vòng bi rất cứng vững, độ rơ cực thấp, quay chính xác nhưng sinh nhiệt nhiều và rất nhạy với sai số lắp. Là nhóm đặc biệt, phải đặt hàng riêng. Dùng cho trục chính máy công cụ độ chính xác rất cao, bàn xoay chia độ.
C2 - Khe hở nhỏ hơn tiêu chuẩn
Chặt hơn CN. Ưu điểm: độ ồn thấp, độ rung nhỏ, độ rơ ít → chạy êm. Nhược điểm: dễ bị "kẹt/ bó" nếu trục nóng lên hoặc lắp quá căng, vì khe hở làm việc dễ tụt về âm. Dùng cho: motor điện cần êm, thiết bị đo, nơi tải nhẹ và nhiệt độ ổn định.
CN - Normal (tiêu chuẩn)
Mức mặc định của nhà sản xuất, thường không ghi ký hiệu trên vòng bi (vd chỉ ghi "6208" là CN). Thiết kế cho điều kiện vận hành thông thường: nhiệt độ vừa phải, lắp trên trục theo dung sai tiêu chuẩn. 80–90% ứng dụng phổ thông dùng nhóm này. Dùng cho: bơm, quạt, hộp số nhẹ, băng tải, motor thông dụng.
C4 - Khe hở lớn (tải nặng, nhiệt cao)
Rộng hơn C3. Dùng khi chênh lệch nhiệt vòng trong/vòng ngoài lớn hoặc lắp rất căng, để đảm bảo sau khi giãn nở khe hở làm việc vẫn dương. Nếu chọn khe hở nhỏ ở điều kiện này → vòng bi bó cứng, hỏng sớm. Dùng cho: động cơ điện lớn, máy nén, quạt hút khói nóng, thiết bị rung.
C5 - Khe hở lớn nhất
Rộng nhất. Dành cho môi trường chênh nhiệt rất cao hoặc dôi lắp rất lớn. Nhược điểm: chạy ồn hơn, độ rơ lớn khi nguội. Dùng cho: ổ đỡ trong lò sấy/ lò nung, máy cán thép nóng, trục truyền qua vùng nhiệt độ cực cao.
Bản chất của dãy C1 → C5:
Dãy này sắp xếp theo độ lớn khe hở hướng kính ban đầu (khoảng trống giữa viên bi và rãnh lăn khi vòng bi chưa lắp). Số càng lớn → khe hở càng rộng. CN nằm giữa, là mức "tiêu chuẩn/ mặc định".
[Chặt nhất] C1 < C2 < CN < C3 < C4 < C5 [Lỏng nhất]
So sánh chi tiết các khe hở vòng bi
Bảng dưới đây so sánh tổng hợp các loại khe hở theo các tiêu chí lựa chọn thực tế:
|
Loại khe hở
|
Mức khe hở
|
Nhiệt độ vận hành
|
Tốc độ quay
|
Ứng dụng điển hình
|
|
C1
|
Nhỏ nhất
|
Thấp
|
Thấp - trung bình
|
Động cơ điện đặc biệt, thiết bị đo lường chính xác
|
|
C2
|
Nhỏ hơn CN
|
Thấp - trung bình
|
Thấp - trung bình
|
Máy bơm, thiết bị yêu cầu ít rung động
|
|
CN
|
Tiêu chuẩn
|
Trung bình
|
Trung bình
|
Ứng dụng thông thường, điều kiện vận hành bình thường
|
|
C3
|
Lớn hơn CN
|
Trung bình -cao
|
Cao
|
Động cơ công nghiệp, máy cơ khí tốc độ cao
|
Nguyên tắc cốt lõi cần nhớ:
Khe hở ban đầu không phải khe hở làm việc. Khi lắp căng và khi máy nóng, khe hở đều giảm. Vì vậy:
- Nhiệt cao / lắp căng → chọn nhóm lớn hơn (C3, C4) để bù.
- Nhiệt ổn định / cần êm, chính xác → chọn nhóm nhỏ hơn (C2, CN).
Mục tiêu cuối cùng là khe hở làm việc ≈ 0 hoặc hơi âm (preload nhẹ) để vòng bi vừa cứng vững vừa không bị bó.
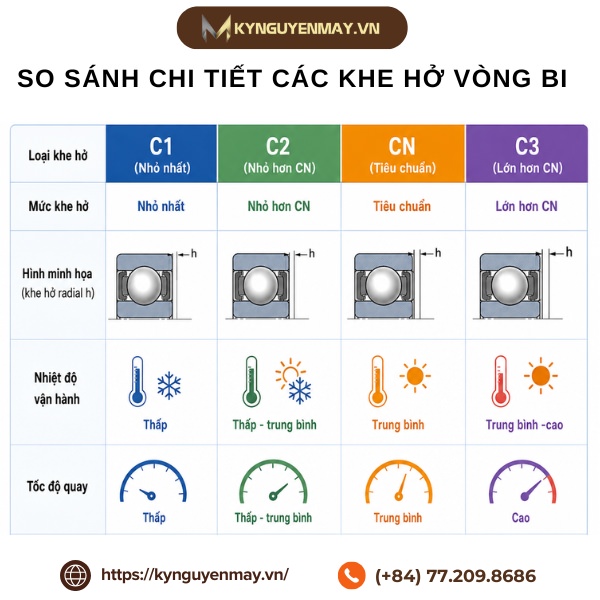
Ảnh so sánh chi tiết các khe hở vòng bi
Bảng so sánh trên cho thấy sự khác biệt về thông số - nhưng con số sẽ có ý nghĩa hơn khi gắn vào máy móc cụ thể mà kỹ sư đang vận hành mỗi ngày.
Một số ứng dụng cụ thể phù hợp với khe hở bên trong
Việc tính toán "khe hở hiệu dụng" khi máy chạy đòi hỏi độ chính xác cao. Dưới đây là tổng hợp các ứng dụng thực tế từ các chuyên gia kỹ thuật giúp bạn dễ dàng chọn lựa:
|
Điều kiện khi vận hành
|
Ví dụ thiết bị cụ thể
|
C code tối ưu
|
|
Biến dạng trục lớn
|
Bán trục xe ô tô (bán trục nổi)
|
C5
|
|
Hơi nước qua trục rỗng, nhiệt độ cao
|
Bộ phận sấy máy giấy; Con lăn máy cán
|
C3-C4; C3
|
|
Tải va đập và rung động lớn / cả vòng trong và ngoài đều ép chặt
|
Động cơ kéo tàu; Sàng rung; Khớp thủy lực; Hộp số máy kéo
|
C4; C3-C4; C4; C4
|
|
Vòng trong và ngoài lắp lỏng
|
Con lăn máy cán
|
C2
|
|
Yêu cầu độ ồn thấp, không rung
|
Động cơ điện nhỏ đặc biệt
|
C1, C2, CM
|
|
Điều chỉnh chống biến dạng trục chính
|
Trục chính máy tiện
|
CC9, CC1
|
Áp dụng trong ngành CNC và tự động hóa tại Việt Nam:
Trong các xưởng sản xuất và nhà máy cơ khí, vòng bi C3 xuất hiện phổ biến nhất trong:
- Động cơ điện 3 pha từ 5.5kW trở lên
- Trục chính máy phay CNC và máy tiện CNC tốc độ vừa
- Băng chuyền công nghiệp vận hành liên tục
- Máy nghiền, máy trộn, quạt công nghiệp
- Máy bơm công suất lớn

Ảnh ứng dụng khe hở bên trong
Chọn đúng cấp khe hở là điều kiện cần - nhưng để xác nhận vòng bi đang lắp thực sự đạt tiêu chuẩn, bước tiếp theo là đo kiểm tra trực tiếp tại xưởng.
Hướng dẫn cách đo khe hở vòng bi tiêu chuẩn
Hướng dẫn đo khe hở vòng bi dạng con lăn cầu lỗ côn bằng phương pháp "Giảm khe hở hướng tâm", dùng thước cặp, thước lá và bảng tra khe hở.
1. Chuẩn bị trước khi đo
- Xác định loại ổ bi
- Dụng cụ cần thiết:
- Thước cặp (caliper).
- Bộ thước lá (feeler gauge) có bước chia 0,01 mm.
- Cờ lê móc hoặc cờ lê chữ C.
- Búa thép hoặc búa nhựa.
- Bộ nhả thủy lực (khi cần tháo ổ).
- Bảng tra khe hở xuyên tâm theo đường kính lỗ trong của ổ bi.
2. Xác định dải kích thước và khe hở ban đầu cho phép
- Dùng thước cặp đo đường kính lỗ trong ổ bi.
- Tra bảng tiêu chuẩn khe hở xuyên tâm. Ví dụ: Đo đường kính lỗ trong ổ bi (trên 55 mm) rồi tra bảng để chọn dải khe hở xuyên tâm ban đầu cho phép (dải 50-65 mm tương ứng khoảng 0,05-0,075 mm).
- Ghi lại dải khe hở để làm cơ sở so sánh trong các bước đo tiếp theo.
3. Đo khe hở xuyên tâm ban đầu
- Đặt ổ bi lên trục, chưa siết đai ốc, sao cho ổ tựa đúng vị trí lắp.
- Hướng vòng ngoài lên trên để dễ thao tác.
- Chèn thước lá tại con lăn phía dưới cùng, giữ vuông góc với vòng ngoài.
- Lần lượt lùa các lá thước có chiều dày tăng dần: 0,05 → 0,06 → 0,07 → 0,08 → 0,09 → 0,10 mm...
- Xác định thước lá dày nhất vẫn lùa lọt. Yêu cầu lưỡi thước phải chui sâu dưới con lăn khoảng 20-30 mm, không chỉ chạm đầu lưỡi.
- Ghi lại giá trị này. Ví dụ: lá 0,08 mm vào vừa → khe hở xuyên tâm ban đầu là 0,08 mm.
4. Giảm khe hở bằng cách siết đai ốc
- Lắp vòng đệm và đai ốc khóa lên đầu trục.
- Dùng cờ lê móc kết hợp búa gõ nhẹ để siết đai ốc, giúp kéo vòng trong ổ bi tiến sâu vào trục, làm giảm khe hở bên trong.
- Sau mỗi lần siết, đo lại khe hở xuyên tâm bằng quy trình ở bước 3.
- So sánh giá trị với yêu cầu trong bảng: Ví dụ: Không giảm quá 0,03-0,04 mm so với khe ban đầu. Nếu khe ban đầu là 0,08 mm → khe hở còn lại nên nằm trong khoảng 0,04-0,05 mm.
- Kiểm tra thực tế: Lá 0,05 mm không lọt nữa. Lá 0,03-0,04 mm lọt vừa là đạt.
- Nếu vượt giới hạn → nới hoặc siết thêm nhẹ, rồi đo lại.
5. Tháo ổ bi bằng bộ nhả thủy lực (khi cần)
- Giữ nguyên đai ốc khóa để tránh ổ bi bật ra khi tháo.
- Gắn bộ nhả thủy lực vào đầu trục.
- Vặn vít để bơm dầu vào xi lanh, dầu sẽ ép pít-tông đẩy ổ bi từ từ ra khỏi trục.
- Khi ổ bi dịch chuyển gần đến đai ốc khóa, ngừng bơm, tháo đai ốc, rồi rút ổ bi ra hoàn toàn.
Video hướng dẫn đo khe hở vòng bi dạng con lăn cầu lỗ côn bằng phương pháp giảm khe hở hướng tâm, dùng thước cặp, thước lá và bảng tra khe hở
Câu hỏi thường gặp về khe hở vòng bi
Q1: Khe hở vòng bi CN là gì và khi nào dùng?
CN (Clearance Normal) là cấp khe hở tiêu chuẩn theo ISO 5753 - không quá rộng, không quá hẹp. Dùng CN khi: nhiệt độ vận hành dưới 70°C, tải trọng vừa phải, tốc độ quay không quá cao, lắp ghép lỏng hoặc trung gian. Đây là lựa chọn mặc định cho bơm, quạt, băng tải, động cơ nhỏ. Vòng bi CN không có ký hiệu thêm trong mã - ví dụ: 6205-2RS (không ghi CN).
Q2: Khi nào nên chọn vòng bi C3 thay vì CN?
Chọn C3 trong 4 trường hợp: (1) Nhiệt độ vận hành cao (>70°C) - khe hở lớn hơn bù cho giãn nở nhiệt; (2) Tốc độ quay cao - sinh nhiệt nhiều, cần khoảng thở cho bi; (3) Lắp ghép chặt (interference fit) vào trục hoặc vỏ - lắp ép làm thu hẹp khe hở, C3 bù lại lượng thu hẹp; (4) Động cơ điện 3 pha - tiêu chuẩn ngành hầu hết yêu cầu C3.
Q3: Cách đo khe hở vòng bi đơn giản nhất là gì?
Dùng đồng hồ so (dial gauge) theo 3 bước: gá đầu đo tiếp xúc vòng ngoài theo phương hướng kính → giữ vòng trong cố định, đẩy vòng ngoài hết hành trình về phía A rồi reset về 0 → đẩy ngược về phía B, số hiển thị chính là khe hở Gr. Với vòng bi nhỏ (d < 25mm), dùng thước lá (feeler gauge) đặt vào khu vực không chịu tải cũng cho kết quả nhanh.
Q4: Khe hở vòng bi bao nhiêu là hỏng?
Không có giới hạn tuyệt đối - phụ thuộc loại và kích thước vòng bi. Nguyên tắc thực tế: khe hở đo được vượt 3-5 lần giá trị ban đầu thì cần thay. Ví dụ: vòng bi 6205 CN mới Gr = 7-20 µm; nếu đo được >80-100 µm → đã mòn đáng kể. Dấu hiệu đi kèm: tiếng ồn bất thường, rung tăng, nhiệt độ ổ đỡ vượt 80°C khi vận hành bình thường.
Việc nắm vững kiến thức về tiêu chuẩn khe hở vòng bi, C2/CN cho điều kiện thường, C3 cho nhiệt độ cao/tốc độ nhanh, C4 cho tải trọng đặc biệt là điều cần thiết. Hãy liên hệ ngay với Kỷ Nguyên Máy qua Hotline: 077.209.8686 để được đội ngũ kỹ sư giàu kinh nghiệm tư vấn dòng sản phẩm có khe hở phù hợp nhất!


















![[Tổng hợp] TOP 10 máy CNC gỗ chất lượng cao xứng đáng đầu tư ngay](http://bizweb.dktcdn.net/thumb/large/100/363/411/articles/tong-hop-top-10-may-cnc-go-chat-luong-cao-xung-dang-dau-tu-ngay.jpg?v=1781166819510)






![[Tổng hợp] Kích thước ray trượt ngăn kéo tiêu chuẩn cho mọi gia đình](http://bizweb.dktcdn.net/thumb/large/100/363/411/articles/tong-hop-kich-thuoc-ray-truot-ngan-keo-tieu-chuan-cho-moi-gia-dinh.jpg?v=1781232675087)







![[Giải đáp thắc mắc] Cầu nâng 2 trụ kiểu vitme hay kiểu thuỷ lực](http://bizweb.dktcdn.net/thumb/large/100/363/411/articles/giai-dap-thac-mac-cau-nang-2-tru-kieu-vitme-hay-kieu-thuy-luc.jpg?v=1781841653373)





